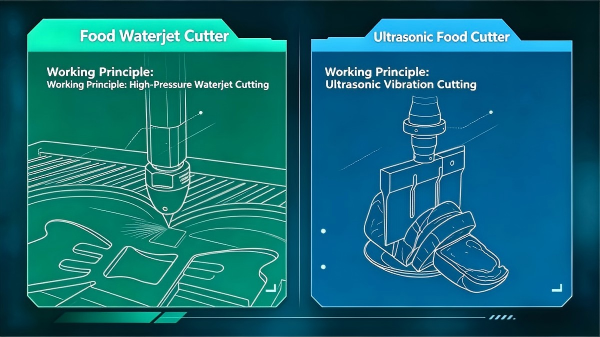
High-pressure water jet cutting principle
The core of high-pressure waterjet cutting is to convert the pressure energy of water into high-speed jet kinetic energy through pressure conversion and fluid dynamics principles, and then combine it with the cutting action of abrasive to achieve material cutting.
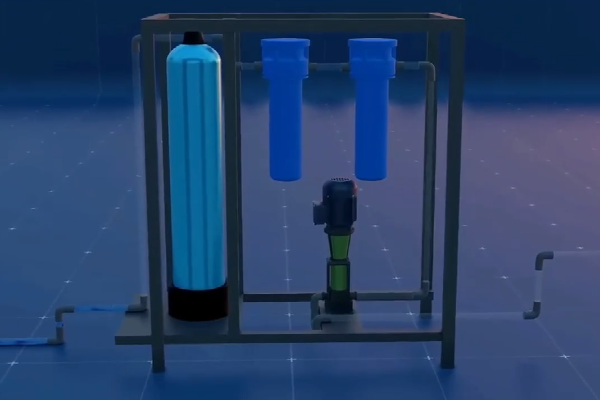
First, ordinary tap water needs to undergo precision filtration to remove sediment, impurities, suspended solids, and other particles, preventing wear or blockage of the high-pressure pump cylinder, pipes, and nozzles. The filtered water is then sent to a storage tank to stabilize the water flow. During use, the filtered water is fed into the high-pressure water pump, the core component of the waterjet cutting system, which can generate 95,000 psi of pressure.
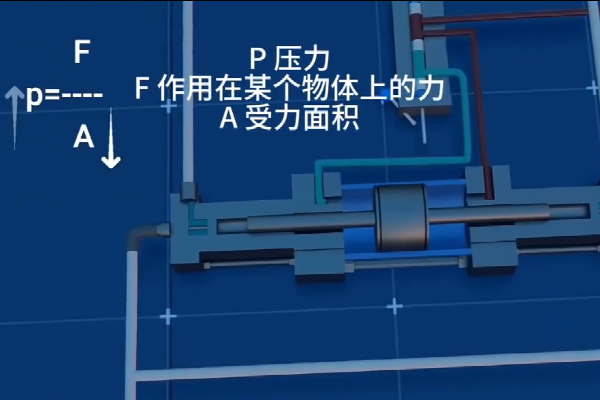
The working principle of a high-pressure pump relies on two physical principles: positive displacement compression and Pascal’s Law. Simply put, Pascal’s Law states that in a closed liquid system, the pressure applied to the liquid will not be evenly distributed to every part of the system. If we apply pressure to one part of the system, then that pressure will be transmitted to the other parts of the system.
The principle of positive displacement compression is that liquids are incompressible and their volume does not change. In a high-pressure water pump, there is a large inlet piston and a small outlet piston. The piston inside the high-pressure pump moves in a reciprocating linear motion. At this time, the small outlet piston can generate a pressure of 65,000 psi, which converts low pressure into high pressure.
The ultra-high-pressure water first enters the accumulator, whose main function is to balance and stabilize the pressure in the system. The stabilized ultra-high-pressure water is then delivered to the nozzle of the cutting head. The core material of the nozzle is sapphire, a material with extremely high hardness, exceeding 9 on the Mohs scale, and possessing excellent wear resistance. The nozzle orifice is extremely small, typically between 0.08-0.5mm, drastically reducing the cross-sectional area of the water flow and causing the flow velocity to increase exponentially. This completely converts the pressure energy of the water into kinetic energy, ultimately forming a high-speed water jet with a speed exceeding three times the speed of sound. This high-speed water jet enters the mixing tube, where it mixes with garnet sand to form a water jet carrying a large amount of abrasive. This achieves the purpose of waterjet cutting.
The biggest advantage of waterjet cutting is that it does not generate high temperatures during the cutting process, thus avoiding problems such as thermal deformation and edge hardening. Moreover, the cut is smooth, burr-free, and free of residue.